1. Увод у ХП-РТМ процес
ХП-РТМ (Хигх Прессуре Ресин Трансфер Молдинг) је скраћеница за процес преношења смоле под високим притиском. То је напредна технологија обликовања која користи притисак високог притиска за мешање и убризгавање смоле у вакуумски запечаћени калуп претходно положен материјалима ојачаним влакнима и унапред постављеним уметцима. Смола тече кроз пуњење калупа, импрегнацију, очвршћавање и вађење калупа. , за добијање процеса обликовања композитних производа високих перформанси и високе прецизности. Има предности високе ефикасности, уштеде енергије и заштите животне средине, а широко се користи у аутомобилима, ваздухопловству, електроници и другим областима.
Процес је приказан на слици 1:
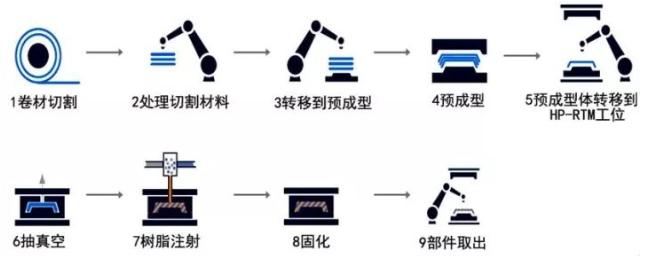
Слика 1 Шематски дијаграм ХП-ПТМ принципа процеса
2. ХП-РТМ карактеристике процеса
ХП-РТМ укључује обраду предформе, убризгавање смоле, процес пресовања и процес обрезивања. У поређењу са традиционалним РТМ процесом, ХП-РТМ процес повећава процес пресовања након убризгавања, смањује потешкоће убризгавања смоле и пуњења, побољшава квалитет импрегнације предформи и скраћује циклус обликовања. Специфичне карактеристике процеса су следеће:
(1) Брзо пуњење калупа. Смола брзо испуњава шупљину калупа, има добар ефекат инфилтрације, значајно смањује мехуриће и порозност, а смола ниске вискозности у великој мери повећава брзину убризгавања смоле и скраћује циклус процеса обликовања.
(2) Високо активна смола. Брзина реакције очвршћавања смоле се повећава, а циклус очвршћавања смоле се скраћује. Он усваја високоактиван систем брзостврдњавајуће смоле и усваја високоефикасну опрему за мешање и убризгавање под високим притиском како би се постигла боља униформност мешања матрице смоле. Истовремено, током обликовања је потребно окружење високе температуре, што у великој мери побољшава брзину реакције смоле, скраћује производни циклус и стабилизује процес. Висока стабилност и поновљивост,
(3) Користите унутрашње средство за одвајање и систем за самочишћење да бисте побољшали ефикасност чишћења опреме. Користи се технологија самочишћења главе за мешање ињектирања, а компонента унутрашњег средства за отпуштање се додаје сировини како би се ефикасно побољшала ефикасност чишћења опреме. Истовремено, површински ефекат производа је одличан, а одступање дебљине и облика је мало. Остварите јефтину производњу кратког циклуса (велике количине), високог квалитета.
(4) Користите технологију брзог вакуума у калупу. Садржај пора у деловима је смањен и перформансе делова су побољшане. Ефикасно смањује садржај пора у производу, побољшава ефикасност импрегнације влакана, побољшава способност повезивања између влакана и смоле и побољшава квалитет производа.
(5) Комбиновање вакуумирања са процесом компресијског калупа након убризгавања. Смањује се процесна тежина делова и побољшава се квалитет смолом импрегнисаних материјала. Смањује потешкоће при пројектовању отвора за убризгавање лепка и издувног отвора РТМ процеса, побољшава капацитет пуњења протока смоле и квалитет импрегнације влакана смолом.
(6) Користите двоструке круте површине да затворите калуп и користите хидрауличку пресу велике тонаже за притисак. Производ има мала одступања у дебљини и тродимензионалном облику. Да би се обезбедио ефекат заптивања калупа, за затварање калупа користе се двоструке круте површине, а за притисак се користи хидраулична преса велике тонаже, која повећава силу стезања током процеса обликовања и ефикасно смањује дебљину и одступање облика делова.
(7) Производ има одличне површинске особине и квалитет. Користећи технологију прскања у калупу и калупе високог сјаја, делови могу да добију привидан квалитет високе прецизности за врло кратко време.
(8) Има високу стабилност процеса и поновљивост. Употреба технологије убризгавања зазора и технологије компресије након убризгавања у великој мери побољшава капацитет смоле за пуњење калупа, ефикасно смањује вероватноћу грешака у процесу и има високу поновљивост процеса.
3. Кључне процесне технологије
(1) Технологија претходног обликовања материјала ојачаних влакнима
Технологија преформирања влакана углавном укључује: предформе за текстил, плетење и плетење; предформе за шивање; предформе за убризгавање сецканих влакана; вруће пресовање предформи итд. Међу њима је технологија обликовања врућим пресовањем највише коришћена. У овој технологији, средство за обликовање је основна гаранција, а калуп за преобликовање влакана и технологија пресовања су кључ за обликовање влакана. За ХП-РТМ процес, структура дела је релативно једноставна, тако да је калуп за обликовање такође релативно једноставан. Кључ лежи у томе како контролисати калуп за обликовање и алате за притисак како би се ефикасно и уредно вршио притисак и обликовање кроз процедуре дизајна и контроле.
(2) Технологија дозирања, мешања и убризгавања смоле високе прецизности
Мешање и убризгавање ХП-РТМ процесне смоле углавном укључује два система: главни материјал смоле и смолу за распршивање у калупу. Кључ за његову контролу лежи у високопрецизном систему за дозирање смоле, технологији брзог и уједначеног мешања и технологији самочишћења опреме за мешање. Главни материјал ХП-РТМ процесне смоле треба прецизно измерити под високом температуром и високим притиском, што захтева опрему за пумпу за дозирање високе прецизности. Уједначено мешање и самочишћење смоле захтева дизајн ефикасне, самочистеће, вишеструке главе за мешање.
(3) Уједначеност поља температуре калупа и дизајн заптивања
Током ХП-РТМ процеса, униформност температурног поља калупа за обликовање не само да одређује и утиче на перформансе протока и пуњења смоле у шупљини калупа, већ такође има велики утицај на перформансе инфилтрације влакана, укупне перформансе композитног материјала и унутрашњег напрезања производа. . Због тога је неопходно користити средње грејање у комбинацији са ефикасним и разумним дизајном циркулационог кола уља. Перформансе заптивања калупа директно одређују проток смоле и карактеристике пуњења калупа, као и способност евакуације процеса обликовања. То је кључна карика која утиче на перформансе производа. Потребно је пројектовати положај, начин и количину заптивних прстенова према производу. Истовремено, потребно је решити проблеме заптивања у зазору за уградњу калупа, систему за избацивање, вакуумском систему и другим позицијама како би се осигурало да нема цурења ваздуха током процеса пуњења смолом како би се осигурале перформансе дела.
(4) Високо прецизна хидраулична преса и њена технологија управљања
У ХП-РТМ процесу, контрола зазора затварања калупа у процесу пуњења смолом и контрола притиска у процесу пресовања захтевају гаранцију ефикасног и високопрецизног хидрауличног система пресовања. Истовремено, потребно је обезбедити правовремену технологију контроле у складу са потребама процеса убризгавања лепка и процеса пресовања како би се осигурао континуитет процеса обликовања.
 Srpski језик
Srpski језик
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



